


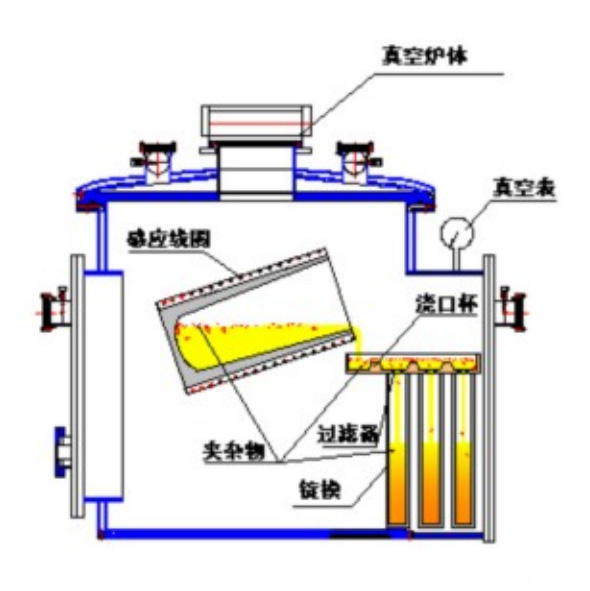
Принципиальная схема традиционного процесса литья в формы для высокотемпературных лигатур
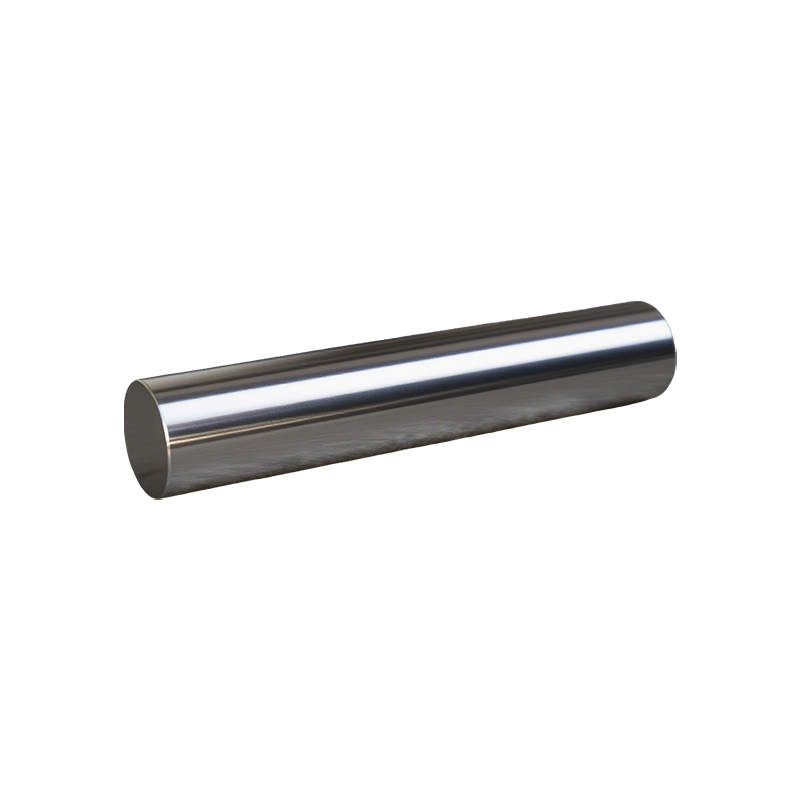
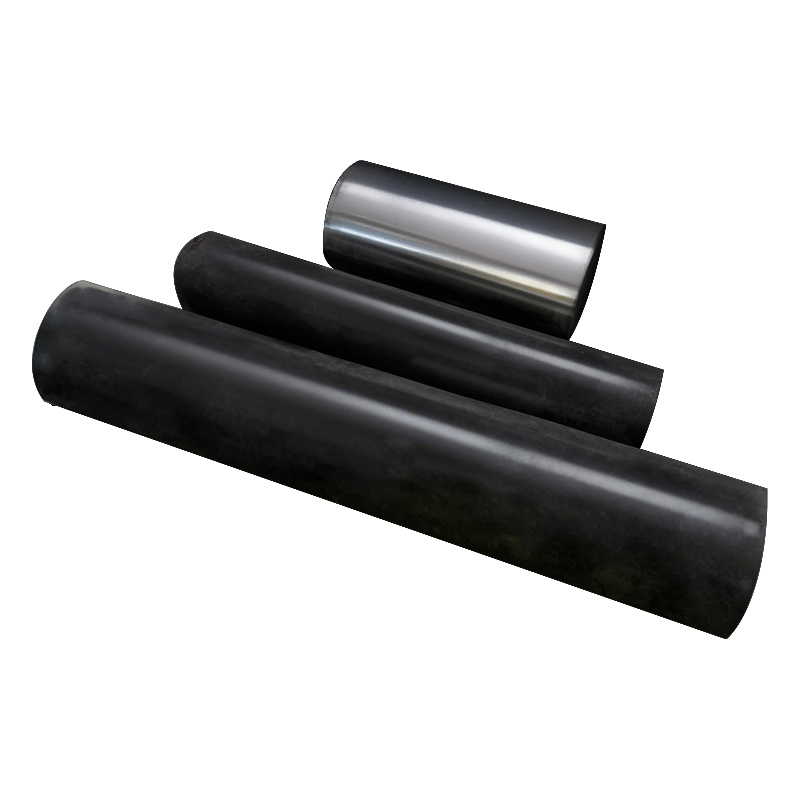
Высокотемпературные сплавы, также называемые «суперсплавами», представляют собой класс металлических материалов, основанных преимущественно на железе, никеле или кобальте. Они способны к длительной эксплуатации при температурах выше 600 °C и под действием определенных нагрузок. Эти сплавы демонстрируют исключительно высокую температурную прочность, стойкость к окислению и горячей коррозии, а также благоприятные усталостные свойства, вязкость разрушения и другие комплексные эксплуатационные характеристики. «Мастер-сплав» (лигатура) — это очищенный материал (обычно поставляемый в виде прутков) с точно подобранным составом, предназначенный для процессов переплавки и литья.
В настоящее время для получения высокотемпературных лигатур широко применяется процесс вакуумной плавки и литья в металлические формы, как показано на схеме ниже. В существующем процессе литья в формы расплавленный металл сначала плавится, затем протекает через разливочный желоб и, наконец, поступает в металлическую форму, где затвердевает и приобретает заданную форму. Этот процесс подготовки позволяет производить высокотемпературные лигатуры с точным химическим составом. С помощью таких методов, как управление режимом плавки, керамическая фильтрация и проектирование пресс-форм, можно получать заготовки с превосходным металлургическим качеством и эксплуатационными характеристиками.
Высокотемпературные лигатуры обладают превосходной высокотемпературной прочностью и сопротивлением ползучести. В качестве примера рассмотрим высокотемпературную лигатуру К418: после точного контроля состава и очистной плавки ее химический состав должен соответствовать требованиям, указанным в таблице 1 (согласно стандартам GB/T 14992, GJB 5512.1 и HB 7763). После переплавки основного сплава в прецизионные литые испытательные прутки его механические свойства должны удовлетворять требованиям, изложенным в таблице 2.
| Элемент | С | Мо | Сr | Ал | Зр | Ти | Б | ||||||||||
| Содержание (%) | 0,08~0,16 | 3,80~4,80 | 11.50~13.50 | 5,50~6,40 | 0,060~0,150 | 0,50~1,00 | 0,008~0,020 | ||||||||||
| Элемент | Нб | Фе | Мн | Си | С | ПП | О | ||||||||||
| Содержание (%) | 1,80~2,50 | ≤1,00 | ≤0,50 | ≤0,50 | ≤0,010 | ≤0,015 | ≤15ppm | ||||||||||
| Элемент | Н | ППb | Сb | Как | Сn | Бi | Нi | ||||||||||
| Содержание (%) | ≤35ppm | ≤0,0005 | ≤0,001 | ≤0,001 | ≤0,001 | ≤0,00005 | Бal. | ||||||||||
| Стандарт | Разнообразие | Образец | Свойства растяжения | Долговечность | ||||||||||||
| θ/℃ | σ б/МПа | σ по.2/МПа | δ5/ | ψ/% | θ/℃ | σ/МПа | Т/ч | δs/ | ||||||||
| ≥ | ≥ | |||||||||||||||
| GJB5515.1① | Мастер-сплав | Прецизионный литой испытательный пруток в исходном литом состоянии | 20 | 755 | 686 | 3.0 | 一 | 750 | 608 | 40 | 3.0 | |||||
| 800 | 755 | 一 | 4.0 | 6.0 | 800 | 490 | 45 | 3.0 | ||||||||
| HB7763② | Мастер-сплав | Прецизионный литой испытательный пруток в исходном литом состоянии | 20 | 755 | 686 | 3.0 | - | 750 | 608 | 40 | 3.0 | |||||
| 800 | 755 | 一 | 4.0 | 6.0 | 800 | 490 | 45 | 3.0 | ||||||||
| ①Растяжение и выносливость можно проверить при одной температуре. Если показатели выносливости не соответствуют требованиям, их можно повторно проверить при давлении 800 ℃, давлении 471 МПа и времени разрушения не менее 80 часов. Для долгосрочного испытания на растяжение следует выбирать каждые 10 печей, а значения δ 5 и ψ после разрушения не следует использовать в качестве основания для отбраковки. ②Испытания на разрыв при растяжении и напряжении можно проводить при одной выбранной температуре. На каждые 10 произведенных нагревов один нагрев должен быть подвергнут испытанию на разрыв под напряжением до разрушения, при этом фактические измерения проводятся для процентного удлинения (δ5) и процентного уменьшения площади (ψ). |
||||||||||||||||
Если вы хотите узнать больше о нашей продукции, свяжитесь с нами в любое время. Мы сделаем все возможное, чтобы оказать вам помощь.
Мы ответим вам как можно скорее.

 №308, шоссе Гунсинь, промышленный парк города Дунсин, города Цзинцзян, провинции Цзянсу, Китай
№308, шоссе Гунсинь, промышленный парк города Дунсин, города Цзинцзян, провинции Цзянсу, Китай jshuayekeji@163.com
jshuayekeji@163.com English
English Español
Español русский
русский 中文简体
中文简体